
Product

November 23, 2025
Barrington: The history of modern direct reduction
Written by Chris Barrington
One might be forgiven for thinking of direct-reduced iron (DRI) as an invention of green steel and the transition to carbon-neutral steelmaking. Not so!
Reduction of iron ore dates back thousands of years with the charcoal-based Bloomery furnace, which reduced iron ore in the solid state to sponge-like iron blooms, in effect a form of direct reduction (DR). Attempts to develop gas- or coal-based solid state reduction processes in the 18th and 19th centuries could not compete with scale and efficiency of blast furnaces.
The genesis of modern DR dates back to the early 20th century with the first serious proposals for solid state, natural gas-based reduction of iron ore. However, such technology was immature with limited commercial viability. In the 1930s to 1950s, coal-based tunnel kiln (Höganäs process), small shaft furnace (Wiberg process) and rotary kiln (Krupp-CODIR and Lurgi SL/RN processes) were the main DR processes. The true genesis of contemporary DRI was in the 1950s and 1960s with the development of:
- natural gas reforming to a mixture of hydrogen and carbon monoxide
- fluidized bed reactors and shaft furnaces operating continuously
- iron ore pelletizing technology that created iron ore feedtock suitable for shaft-based DR processes
In the early 1980s, there were 15 or more commercially available DR processes. Many of these have since fallen by the wayside, for example ARMCO, FIOR, NSC, and Purofer, leaving a relatively small number of processes being actively promoted. This article will focus on the two main shaft furnace-based processes, MIDREX and HyL, which are of high importance from the future perspective.
Two other processes are also worthy of mention:
- Metso’s iron ore fines and hydrogen-based fluidized bed Circored process, developed by Lurgi in the early 1990s. Only one plant was built, in Trinidad in the late 1990s, but shut down a few years later. Circored has been revived and is again being actively promoted.
- Coal-based rotary kiln processes, such as SL/RN (developed by Metso) have been built in various countries, notably in India and South Africa. India is the world’s largest producer of DRI, rotary kiln- based DRI (or sponge iron as it is know in India) comprising the greatest share. Being coal-based, these processes hardly qualify for the transition to carbon-neutral steelmaking, other than through process optimization.
HyL process
The first successful commercial natural gas-based DR process, the HyL process (subsequently designated HyL1), dates from 1957, developed by Hylsa (then Hojalata y Lamina, SA), based in Monterrey, Mexico. This was a four fixed-bed reactor-based batch process and the first plant (in Monterrey) had annual capacity of 95,000 metric tons (mt). Subsequent plants were built in Monterrey, Vera Cruz, and Puebla in Mexico, and also in Brazil, Venezuela, Iran, Iraq, and Indonesia.
However, the batch nature of the HyL1 process was perceived to limit is competitiveness and Hylsa therefore began a research program in 1967 to develop a continuous, moving bed shaft-based process that was designated HyL3 (the intermediate HyL2 process was essentially an improvement of the original batch process and was never commercialized). The new process enabled higher plant productivity, superior DRI quality, lower energy consumption, and simpler plant operation. The first industrial scale HyL3 plant was built in Monterrey and operated from May 1980, 23 years after the success of its first HyL plant. In 1988, the HyL self-reforming or “zero reformer” scheme was designated as the HyL ZR process. This was applied to Hylsa plants in Monterrey in 1998 and 2001.
In 1977, Hylsa set up a new operating division (HyL Technologies) for the purpose of formally developing and commercializing the DR technologies. In 2005, Techint Technologies acquired HyL Technologies, subsequently known as Tenova HyL. In 2006, a strategic alliance was formed by Tenova and Danieli for the design and construction of gas-based DR plants under the new ‘Energiron’ trademark.
MIDREX process
The MIDREX process was developed in 1966 by Surface Combustion Corp. A pilot plant was built in Toledo, Ohio, in 1967, followed in 1969 with construction by Midland Ross Corp. of the first commercial plant at the Oregon Steel Mills plant at Portland, Ore., annual capacity 300,000 mt in two modules (shut down in the 1980s due to high natural gas prices). In 1971, MIDREX 400 series plants (nominal annual capacity 400,000 mt) were built at Georgetown, S.C., and Hamburg, Germany, in cooperation with Willy Korf’s Korf Group alongside the latter’s mini-mills.
Korf was a pioneer of the mini-mill concept and in 1974 he acquired the MIDREX technology from Midland Ross and established Midrex Corp. in Charlotte, N.C.
During the 1970s and early 1980s technical development of the MIDREX process continued with in-situ reforming, heat recovery system, and flowsheets for use of coal and coke oven gas. Further MIDREX plants were built in Germany, the UK, Canada, Argentina, Venezuela, Trinidad and Tobago, Iran, Qatar, Saudi Arabia, Malaysia, Libya, and Nigeria (aggregate annual capacity ~11 million mt).
In 1983, due to its financial difficulties the Korf Group sold Midrex Corp. to Kobe Steel, the first outright acquisition of a foreign company by Japan’s Kobe Steel. During the rest of the 1980s, technical process developments continued, including hot discharge furnace design, further increase in furnace capacity, and construction of the first hot-briquetted iron (HBI) plant for Sabah Gas Industries (now Esteel Antara Labuan) on Labuan Island, Sabah, Malaysia.
Sensitivity to natural gas prices
The viability of many DR plants is sensitive to natural gas prices. Norddeutsche Ferrowerke’s two MIDREX modules built at Emden, Germany, in 1981 and the then British Steel Corp’s two MIDREX modules at Hunterston, Scotland, built in 1984 fell victim to high natural gas prices, the former ceasing operation in 1982, the latter never commissioned. The Emden plants were dismantled in 1988 and re-erected in Hazira, India. The Hunterston plants were dismantled and re-erected at Tuscaloosa Steel in Alabama in 1998, but were again dismantled and re-erected by Al-Tuwairqi at its DRIC plant in Saudi Arabia in 2007. Another MIDREX plant, American Iron Reduction’s 1.2 mt plant built at Convent, La., in 1998 ceased operations in 2000. It was acquired by Nucor and relocated to Trinidad where it still operates as Nu-Iron.
Technical developments and scale
Both the MIDREX and HyL/Energiron have undergone continuing technical development during the last 40-50 years, many common to both. Developments include production, transport, and charging of Hot DRI, production of HBI, a less reactive and thus safer to transport and handle form of DRI, as well as process improvements such as oxygen injection, enabling increased productivity, reduced energy/ gas consumption, improved DRI quality, and greater flexibility in reducing gas and iron ore feedstock. DRI from the Energiron process can have carbon content up to 4.5%, matched by Midrex with its Adjustable Carbon Technology flowsheet. Most recently, both processes have flowsheets for addition of hydrogen to the reducing gas as well as 100% hydrogen-based DRI.
An important development in modern DR has been the increasing size and capacity of shaft-based production units. Having started with small scale pilot plants, the capacity of both MIDREX and Energiron plants have increased progressively over the years, 2.5 million mt currently the largest for both processes. Examples are the 2.5 million mt MIDREX plants of Tosyali Algerie and AQS in Algeria and Nucor’s 2.5 million mt plant in Louisiana. The world’s largest HBI plant is ArcelorMittal’s 2.0 million mt MIDREX plant near Corpus Christi, Texas.
Global DRI production has grown significantly in the “modern” era. Some statistics (from Midrex’s annual World Direct Reduction Statistics).
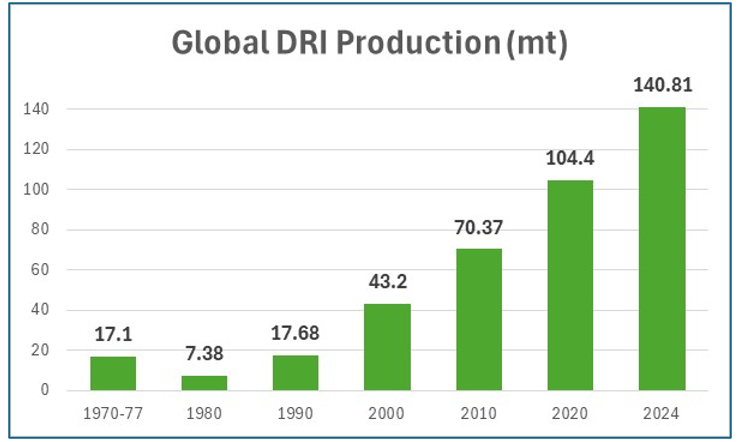
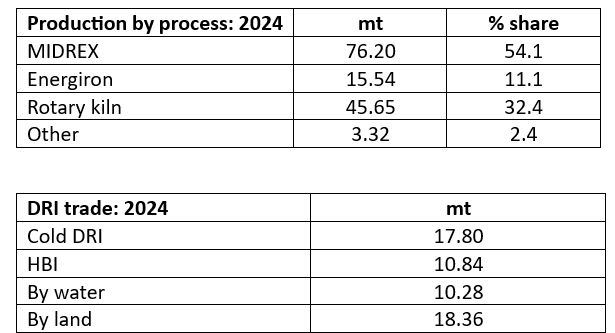
Note: mt equals million metric tons
Benefits of ore-based metallics
DRI and HBI are ore-based metallics (OBMs), along with pig iron in its various forms, the main use being as ferrous feedstock for EAF steelmaking, complementing the scrap part of the charge (aka recycled steel). As virgin iron materials made from iron ore, OBMs have minimal metallic impurities and thus dilute the metallic impurities in scrap, such as copper, tin, nickel, etc., thus enabling the production of higher quality steel products in EAFs (for example, flat products and SBQ). By the same token, OBMs enable use of higher proportions of lower quality scrap, thereby utilizing obsolete scrap that might otherwise be landfilled and thus facilitating the circular steel economy.
With respect to the relative merits of DRI/HBI and pig iron for EAF steelmaking, there is no “one size fits all” solution – both materials have their unique strengths and each EAF has its own process and operating practices and thus feedstock preferences, which can change according to relative prices, quality of scrap supply, and the applicable steel product specification, etc.
Pig iron is generally considered to have higher metallic iron content and fewer impurities, but DRI offers lower carbon emissions and can be a key component of greener steelmaking, especially if produced with hydrogen. DRI contains a small proportion of unreduced iron oxides and residual acid gangue but can be continuously charged to the EAF.
For the EAF steelmaker, value-in-use is a key tool in formulating the makeup of the ferrous charge. Value-in-use models, among other things, utilize EAF operating parameters, feedstock quality and relative prices. They compare differences in metallic iron content, carbon content, and its effect on charge carbon, gangue content and its effect on flux requirements to maintain a desired slag basicity, fines losses and moisture content, and its effect on energy requirements.



